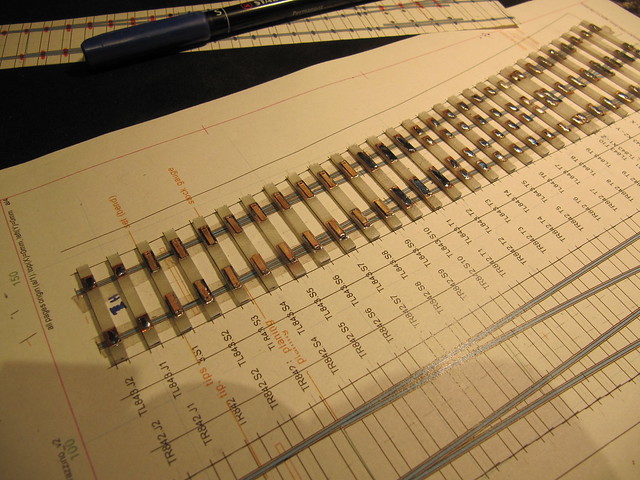
Il lavoro sul nono deviatoio continua: come potete vedere dalla foro qui sotto, tutte le traverse sono state sagomate, le piazzole stagnate e saldati tutti gli attacchi speciali nella zona del telaio degli aghi.
Dal primo deviatoio a questo ho un poco affinato la pratica di saldatura di questi pezzetti e spero di farvi cosa gradita nello scrivere due righe su quale sia secondo me il metodo che ha dato i risultati migliori.
La prima cosa che si deve considerare sono le dimensioni: si tratta di saldare pezzetti di rame fotoincisi da 1.5x4.5mm, gli attacchi normali, o da 1.5x7mm, gli attacchi speciali, a delle piazzole larghe 2.75mm e lunghe rispettivamente 5.5mm o 8mm. Le dimensioni dunque non sono proibitive (per lavoro ho saldato componenti decisamente più piccoli) e paradossalmente il pezzo più difficile da saldare è quello più grande.
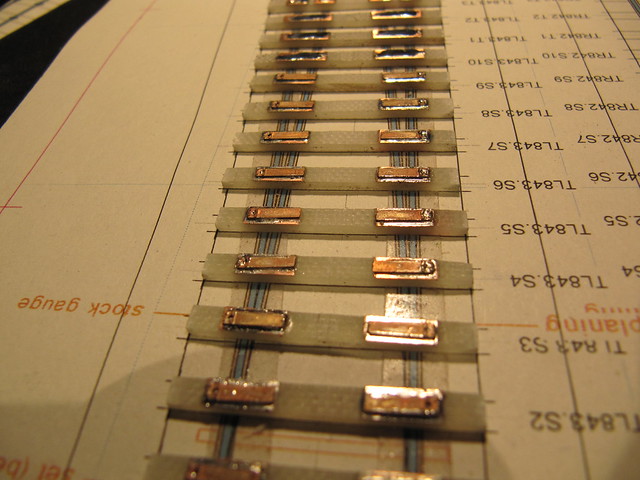
Infatti non ci sono problemi se scappa un po' di stagno mentre si saldano gli attacchi normali: quando si salda la rotaia, lo stagno in eccesso viene richiamato per capillarità sotto il piede del profilato e contribuisce a rafforzare la saldatura. Tutto il contrario accade quando si ha a che fare con gli attacchi speciali: in questo caso la superficie deve essere assolutamente in piano e liscia per consentire un adeguato movimento degli aghi, come nella foto qui sotto.
Dopo aver provato vari metodi, trovo che la soluzione migliore per ottenere sistematicamente questo risultato sia il seguente. Dopo avere leggermente carteggiato la superficie delle piazzole con carta vetrata grana 800 o più fine, comincio depositando un velo di stagno su ciascuna piazzola. La quantità di stagno per ogni piazzola dipende dalla lunghezza della piazzola. Personalmente utilizzo un tratto di stagno senza piombo, diametro 0.7mm, con flussante, lungo quanto la piazzola. Come potete vedere dalla foto, questa quantità di stagno è sufficiente a saldare l'attacco ma non a ricoprire l'intera piazzola: questo aiuta ad evitare che lo stagno "contamini" la superficie dell'attacco.
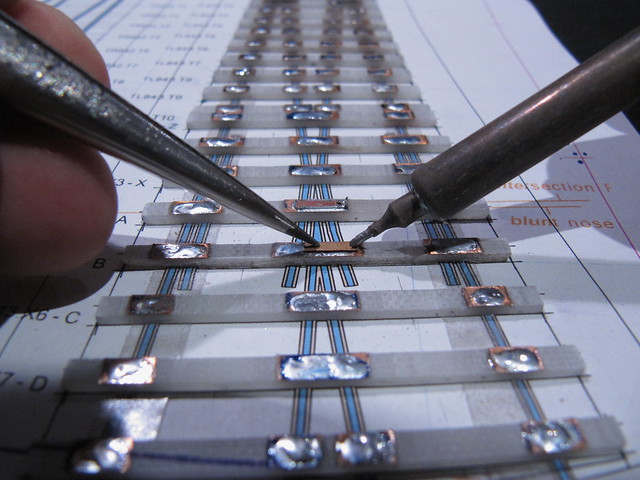
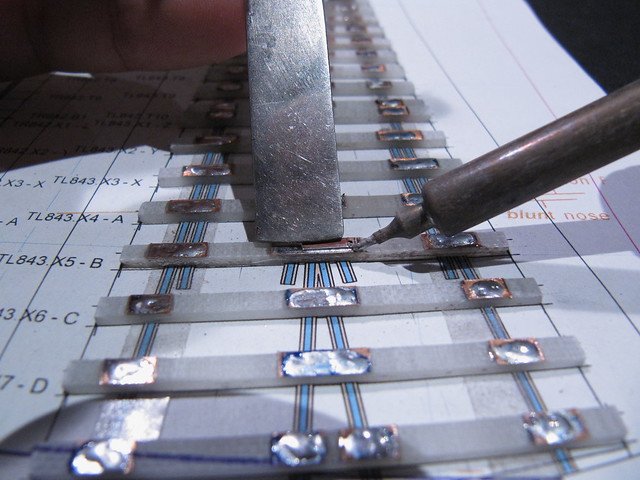
Stagnata la piazzola è ora il momento di saldare l'attacco. La prima saldatura è solo provvisoria e non faccio uso di flussante: avendo avuto cura di carteggiare leggermente la superficie inferiore dell'attacco, lo stagno riesce a fare presa senza problemi. Per fondere lo stagno senza muovere l'attacco faccio uso contemporaneamente delle pinzette e della punta del saldatore. Appoggio quest'ultima alla zona delle chiavarde, esercitando una lieve pressione, mentre con la punta delle pinzette cerco di correggere eventuali difetti di posizionamento dell'attacco. In questo modo, anche se la punta del saldatore è sporca di stagno, la parte che tocca non è quella coinvolta nello scorrimento degli aghi.
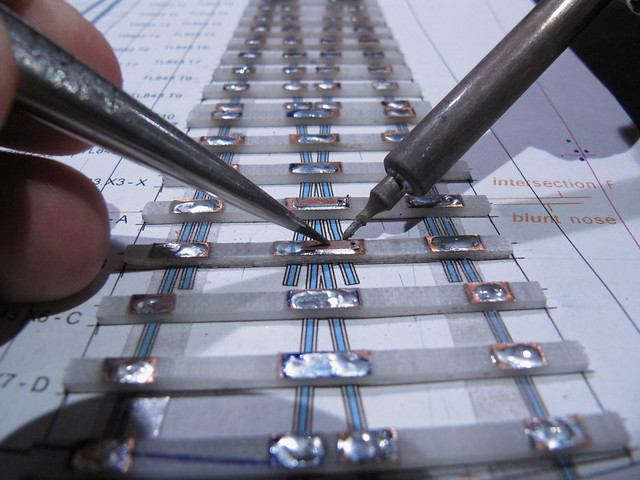
A questo punto passo a rifinire i bordi: sposto il punto di applicazione delle pinzette al centro dell'attacco e con delicatezza percorro tutto il bordo dell'attacco, facendo in modo di distribuire in modo il più possibile uniforme lo stagno.
Infine passo una leggera pennellata di flussante e ripasso tutti i bordi. Per essere sicuro che l'attacco non si muova e per correggere eventuali pendenze indesiderate, uso l'impugnatura delle pinzette cercando di rimanere il più possibile perpendicolare alla traversa. Il flussante, favorendo la bagnatura delle superfici da parte della lega saldante, fa sì che il bordo dell'attacco appaia più marcato e contemporaneamente permette una migliore e più uniforme distribuzione dello stagno.
Dopo quasi ottocento saldature (non ci credevo, ma ho già consumato più di 5 lastrine da 156 attacchi!) vi posso assicurare che è possibile fare tutto questo in circa mezzo minuto, ma le prime volte ci vuole decisamente più tempo.
A presto!
Nessun commento:
Posta un commento